
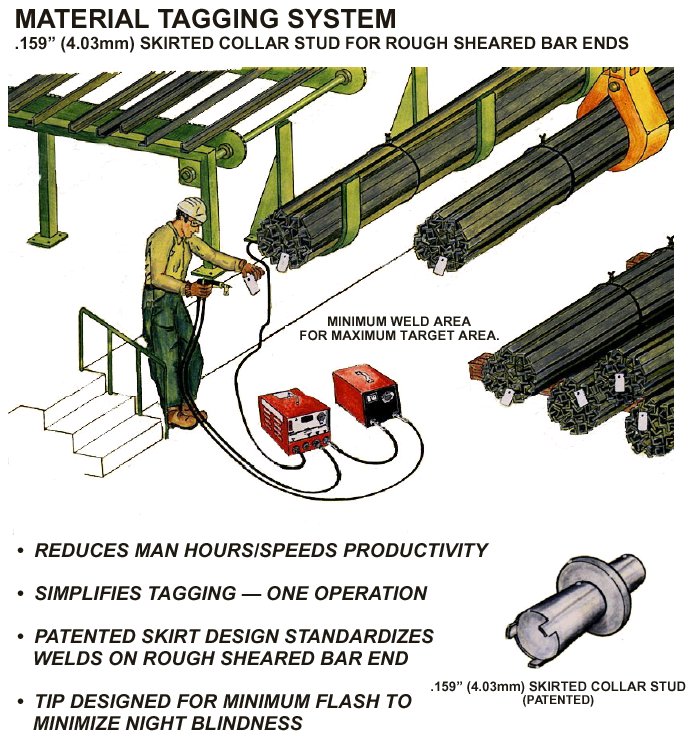
 Southern Stud Weld has developed a complete Material Tagging System for
the
steel mill industry. The system consists of specialized stud welding equipment
and a patented .159 skirted collar stud used to attach identification tags to
rough shear bar ends.
Southern Stud Weld has developed a complete Material Tagging System for
the
steel mill industry. The system consists of specialized stud welding equipment
and a patented .159 skirted collar stud used to attach identification tags to
rough shear bar ends.
This tag attachment system is the solution to the high cost and risk of injury associated with impact fasteners used in steel mills. The system offers reliability, reduced cost, operator comfort and safety. In the tough economic environment that steel producers face today, this system provides a significant cost reduction on the process of material identification.
![]()
AUTOMATION OF TAGGING PROCESS
Click on the above picture to view 3D Animation
Southern Stud Weld Inc has developed a complete automated system that will use optical recognition technology to automatically attach ID tags to bundles of rough sheared bar stock.

Installing ID tags on billets
Economics are found in several areas with the Material Tagging System (MTS). In hot applications where the ceramic carbon steel tags could be utilized, instead of the more expensive stainless steel tags, the combination savings of fastener and tag could easily justify new capital equipment upgrades for many mills. Their new tagging and welding equipment would reduce mill overhead, increase production and reduce maintenance costs. Equipment cost and upkeep in itself can be a large number.
The working parts of a studwelder verses a cartridge gun are small by comparison. Mechanical shock loads that occur in cartridge guns and pneumatic equipment are very destructive to personnel and equipment, not to mention the production down time related to equipment that does not function correctly.
When plants desire to automate these areas, the reduced weight of the stud welding gun would reflect greatly in the robotic machine cost. Shock loads related to the cartridge equipment are very expensive in the regards of maintenance. Stud welding does not have any recoil loads related to this process.

Proweld CD 312 Power Supply
Safety is a subject on everyone’s mind. Solving the issue of repetitive joint injuries has become one of OSHA’s driving forces. The shock loads and equipment weight that are transferred to the operators by cartridge type equipment can be large and repetitive. This puts the operators at a higher risk of repetitive joint injury. Stud welding guns weigh in at less than 5 pounds. This allows the operator to handle the workload without the above mentioned shock loads and equipment weight. This injury free design will certainly translate into reduced medical claims and increase compliance in OSHA’s directives.

Tag Gun With 12" Extension
This system also features extensions on the end of the weld gun ranging from 6" up to 24" to keep the operator out of the high heat zone during the application of the identification tag. The laser identification tags are currently being applied on hot billet, bloom, and slab applications while keeping the operator away from close contact with the high temperature product.

Billet application
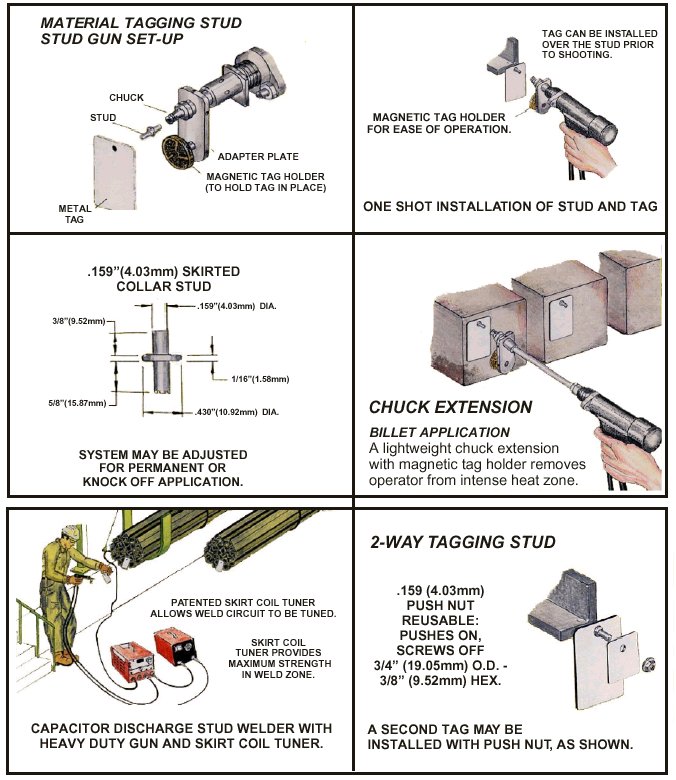
The ease of operation is one of the greatest benefits. From start to finish the process is as follows:
Operator loads a S.S.W. tagging collar stud into the #8 collet positioned in the automatic triggering tagging gun.
A tag is placed over the stud which is held in place with a magnetic tag holder that is secured to the collet adapter on the gun shaft.
The auto gun body houses an adjustable spring and auto trigger mechanism that can be adjusted from 12# to 22# depending upon the carbon content of the alloy being worked.
The operator pulls the trigger and places the loaded stud gun to the work piece.
With a gentle rocking motion into and back from the work piece, the automatic trigger fires the gun and the process is done. (As the shaft compresses from the rocking motion, a phenolic cam about midway through the shaft travel triggers a micro switch. This design allows the stud to fire at the correct spring pressure insuring constant arc timing and relieves the operator of the judgment as to when to pull the trigger. This design also eliminates the need for a foot, which impairs the vision and physically does not work on small bar ends.)
The rocking motion allows the operator to be in and out of the effective heat zone limiting the heat absorption time, which in turn limits operator fatigue and improves safety.

Magnetic Tag and Stud Holder
In applications involving hot slabs, blooms and billets, this design allows the tagging collar stud to be positioned with an insulating air gap between the tag and the work piece. This design takes away the inductive heat that happens when a tag in nailed directly to a hot surface. This allows the ceramic coating to perform its duty as a radiant barrier, the way the product was designed to work verses the induction results of the cartridge type applications.

One Step Application of ID Tag to Material

Billet application
Reliability is another factor on everyone’s mind. This is the reason SSW designed this patented tagging system. The constant arc length is provided by a three-tipped stud design.One castle (tip) always defines a true height off the working surface. This ensures correct arc timing when accompanied with the correct spring pressure. A standard CD stud will have one tip and could fall into a shear fracture, thus shortening the arc time. The absence of the foot allows the operator to place the stud in the middle of a small bar in a bundle. This is accomplished by the auto-trigger that fires when the spring pressure is correct. (In the past, operators would press the gun to what they believed was correct spring pressure, if they pressed too hard they would snuff the arc out and shorten the timing function. If they pressed too little, the molten material needed for fastening the stud would go flying out along with your reliability.)
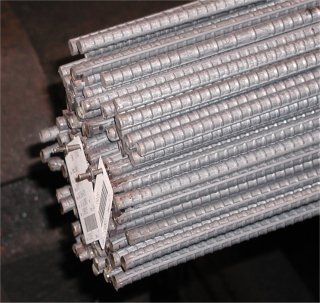

ID Tags Welded On To Bar Ends

Equipment reliability is greatly extended when you remove the shock loads. Maintenance and down time are also reduced compared to high impact fastening systems.

Patented Adjustable Tuning Coil
The tuning coil rounds out the complete application. The coil is designed to stretch out the kinetic energy from the stud welder. This gives the current sufficient time to find the best path. This time expansion also allows deeper weld penetration verses conventional CD equipment. This coil has the ability to be tuned for each environment for maximum reliability. In hot and high carbon applications, the decision not to use the tuning coil could result in less reliability.
![]()
Pannier has been serving the marking needs of the steel, aluminum, and other metals industries for over 100 years. We help metal producers and processors positively identify products at every stage of production to eliminate errors, increase productivity, and improve worker safety.
For more information on industrial marking solutions for your application.
![]()
3910 H North Freeway
Houston, Texas 77022
Local 713 691-0897 Fax 713 691-3699
![]()

Top![]() Inspection
Plugs
Inspection
Plugs![]() Stud
Welding
Stud
Welding